Knuckle components are normally manufactured on 4-axis machines using a tombstone and with two to four setups depending on the component.
When we switch to a 5-axis machine, there are always pros and cons.
Pros:
We are able to reduce the number of setups of the part and by doing so we get two benefits:
Increased accuracy - We are able to reach most of the features from one setup. This reduces the setup errors and help to improve the cpk
Reduced number of setups
Cons
On a typical 4 axis setup we can produce more parts per setup.
Example part
The focus here is not on reducing the number of setups, as the customer was interested in achieving a very tight tolerance.
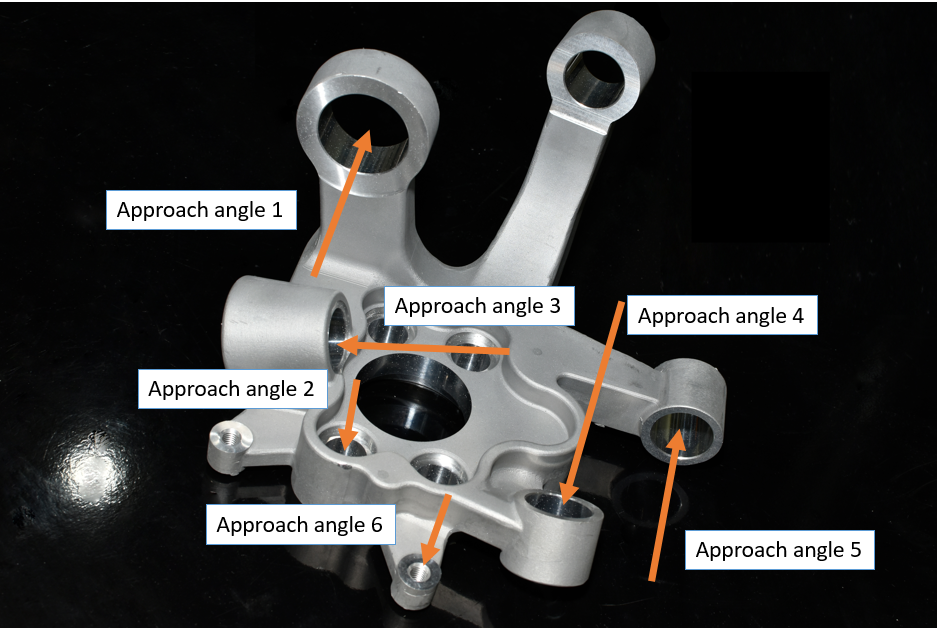
This knuckle component from one of the faces has features to be machined in six different angles and on the other face features in one direction.
On a 5-axis machine this part needs to be done in two setups:
Setup 1 - Backside
Setup 2 - All marked features
For making this part a typical 4 axis setup we will have:
Setup 1 - Backside + approach angle 3
Setup 2 - Approach angle 1,2,4,5
Or depending the fixture we would like to use we will need to add one more operation.
The important thing with this part is that the reference bore is the central one. On a 5-axis machine we can produce all the linked features from setup 2 and ensure the best quality in this case.
On a 4-axis machine we will have to deal with alignment and setup errors.
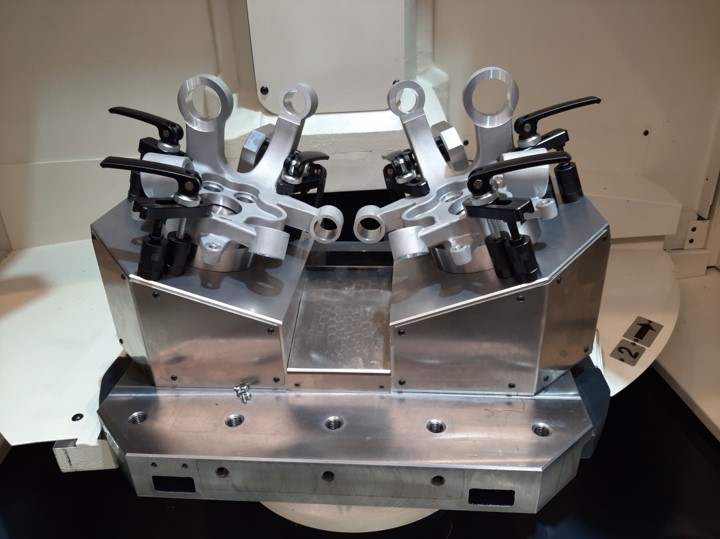
In this case, with a 4-axis machine such as an a61nx and if we could make it in two setups, we may be able to use a square tombstone and fit four parts per setup.
On a 5-axis machine such as an a500Z we would be able to effortlessly produce two parts per setup.
Aluminium die Casting Vs Cycle time
This kind of aluminium die-casting component is a typical example from parts production companies. The goal is always to reduce the cycle time while keeping the CPK under control.
On Makino a1 series machines, such as the a61nx and a500Z, we have a set of technologies dedicated to minimising the cycle time for these parts.