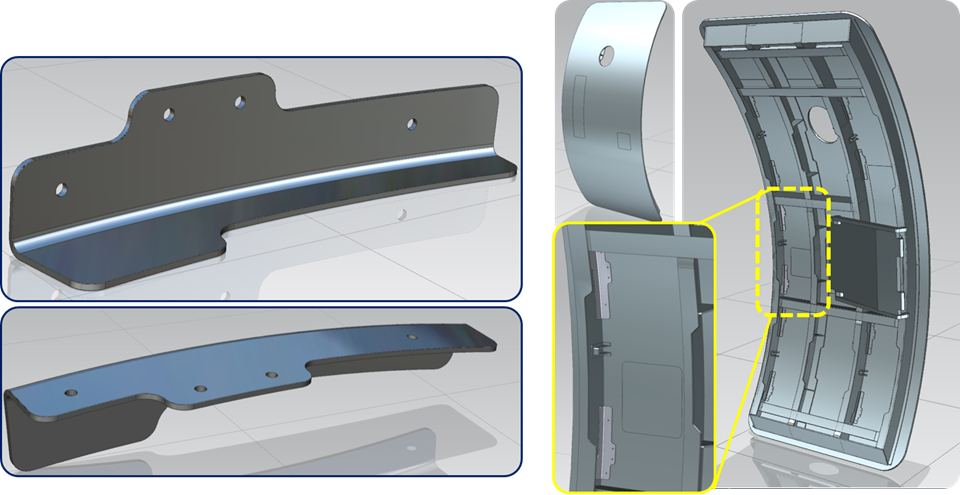
This demonstration is based on a gallery door bracket from a commercial aircraft. The part has a structural function and is produced in high volumes.
In our case we have produced the part in two different materials, aluminium and titanium.
With this demonstration we wanted to show manufacturers how to produce these components using one setup. As the part will be bigger than the vice, we were confronted with a situation where the non-clamped area would have a very low rigidity.
Clamping method
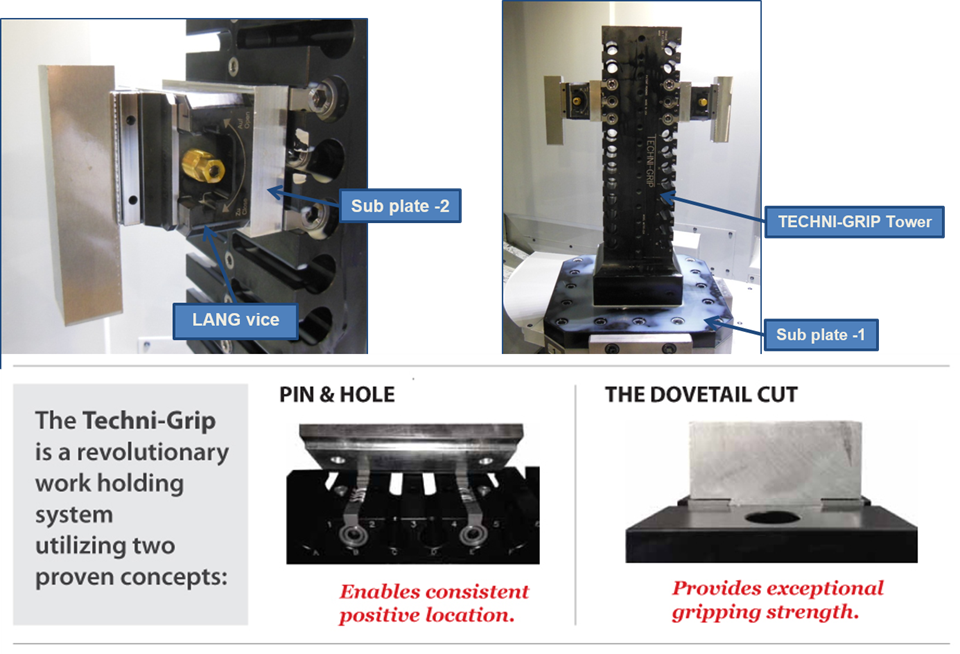
Single-setup operations are always critical in terms of fixture selection, especially because we need to be able to attack from different angles to finish the part.
In our case we use a Techni-Grip tombstone where we mount LANG Technik vices. For this part it is mandatory to use LANG’s engraving function to be able to maximise the clamping strength of the vice. We can see in the photo that there is a large unsupported area. But we decided to make the setup in this way to show how to overcome this situation with a smart cutting strategy.
Cutting process
Aluminium and titanium both present challenges that have to be addressed separately.
In order to maximise rigidity, we will rough out all the material and when we have almost reached the bottom of the part, we will leave a small corner uncut instead of going through the material. This corner closes the shape of the part, creating an artificial wall. Even though the wall is not big, the additional rigidity will make all the difference between successful and failed machining.
Cutting
When we start to cut, we see the difference. With this setup we have:
A rigid machine
A rigid fixture
Smart programming
And we can push the cutting conditions to production-capable levels.
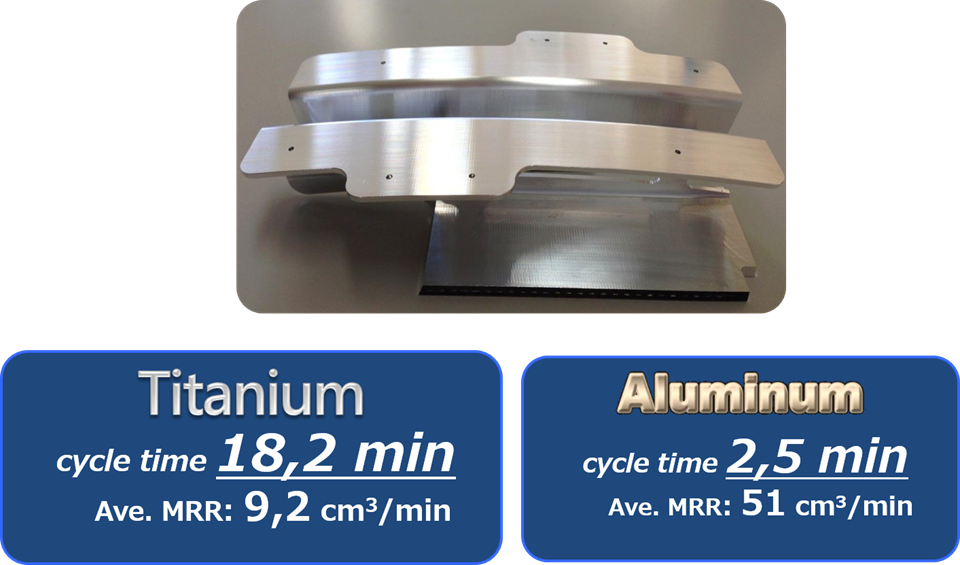
Result
After cutting both parts using artificial stiffener and smart programming we achieved: