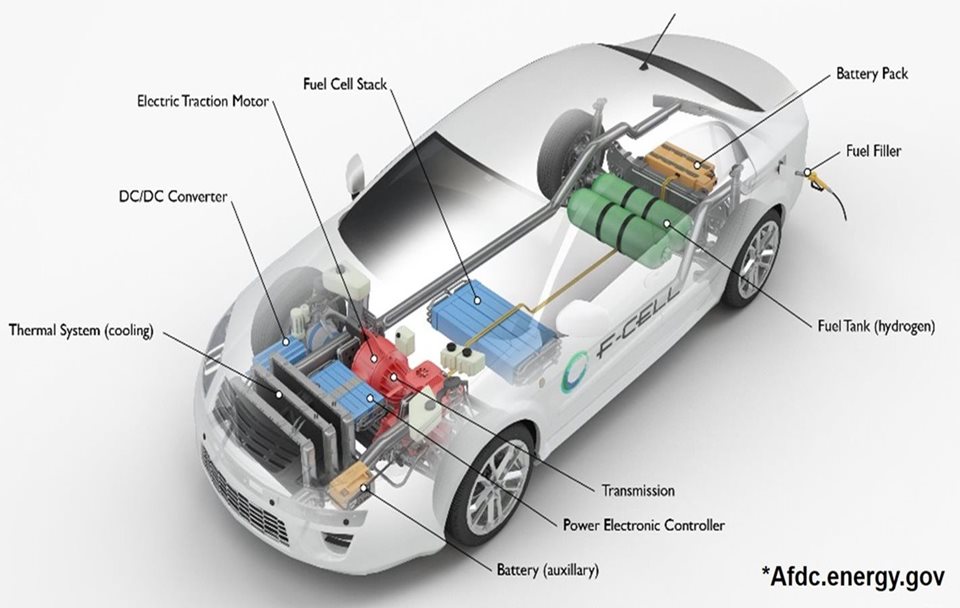
The automotive market is experiencing a dramatic transformation. The rise of electro-vehicles (EV) and the decline of the internal combustion engine (ICE) have been changing the market in ways never seen before.
Our customers are also facing this transformation and are confronted by challenges the industry has not really addressed yet.
Motor housing machining
The situation facing our customers is that in order to manufacture a motor housing, the only solution in the market with a proper spindle is an HSK-A100 machine for a part that is roughly 350 mm in size.
In order to give our customers a competitive advantage we have modified our a51nx horizontal machining centre to hold tools in the size range needed for EV motor housing. This solution can hold tools of up to 320 mm rotating diameter. And in this way our customers can produce the same parts with a smaller-sized spindle and optimise the investment needed for these parts.
Tools for EV motor housing machining
One of the big questions that has yet to be answered in full is the tooling needed for this kind of machining.
Roughing and finishing need two completely different types of boring bars. In our case for a component with a 267 mm bore, we pushed our spindle to the maximum power by using the following tools:
Big Diameter Boring (Ø267) by HSK A63 Spindle
Max. Stock removal per side 4 mm.
Rough Boring bar : 3 Step Tool (4 tooth per Dia)
Finish Boring : 4 Step Tool (4 Tooth per Dia)
We also tested CFRP tools, AM tools and conventionally built tools to be able to best support our customers with their specific problems.