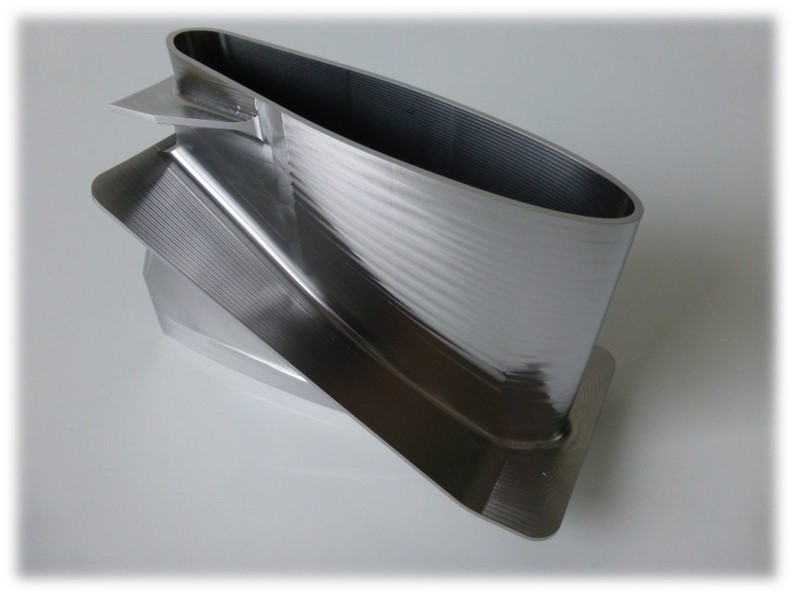
The stiffener strut forms the joint between the compressor case and the engine case. The main purpose of this part is to strengthen the rigidity of the engine.
This demonstrator is made of 17-4 PH stainless steel and we started from a block of 210 x 145 x 101 mm.
The market knows several ways of producing this part:
- Full machining
- Additive manufacturing
- Friction welding
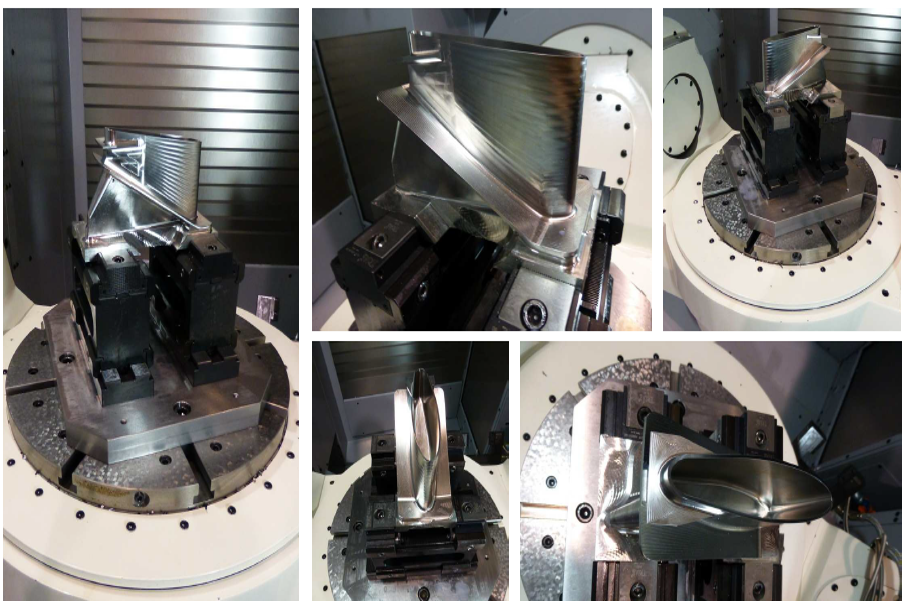
For this demonstration we selected full machining for a simple reason that it is the most complicated kind of machining.
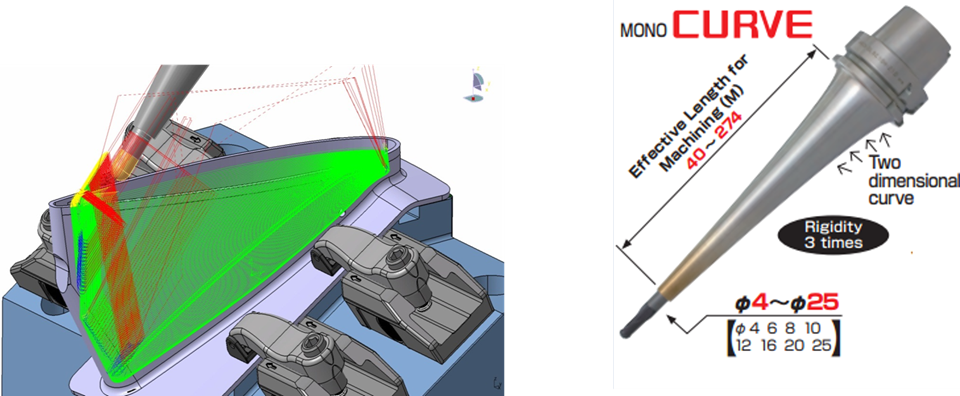
We machined this part on a Makino D500, one of our most successful 5-axis vertical machining centres. Its rigidity and spindle strength allow us to push hard in stainless-steel cutting applications.
The stiffener strut forms the joint between the compressor case and the engine case. The main purpose of this part is to strengthen the rigidity of the engine.
This demonstrator is made of 17-4 PH stainless steel and we started from a block of 210 x 145 x 101 mm.
The market knows several ways of producing this part:
- Full machining
- Additive manufacturing
- Friction welding
For this demonstration we selected full machining for a simple reason that it is the most complicated kind of machining.
We machined this part on a Makino D500, one of our most successful 5-axis vertical machining centres. Its rigidity and spindle strength allow us to push hard in stainless-steel cutting applications.