When machining titanium alloys, we either start from forgings or blocks. For complex-shaped pockets or roughing a curved shape the standard procedure is:
First operation: Use a Z-level 2+1 axis roughing strategy to create an escalated near shape. Normally we use high-feed cutters or porcupine tools.
Second operation: Use an index end mill/solid carbine end mill (depending the geometry) to reduce the size of the steps.
Third operation: 5-axis finishing
Although this is a proven strategy, sometimes a different approach is possible when using ultra-high-torque spindles such as those in the T2 and T4.
Complex shapes can thus be machined in just two operations:
First stage: Heavy hogging in 5-axis simultaneous machining
Second stage: Finishing in 5-axis simultaneous machining
Twisted channel
The twisted channel demonstration is a means of showing how 5-axis simultaneous roughing can be done on a T2/T4 spindle.
We use a block of 300x120x90 mm Ti-6Al-4V clamped from the back with some screws. Then we use a Kennametal porcupine cutter, D 50 mm, and a 50 mm depth of cut. With these tools we can produce a channel with +-15° of deviation, which forces the B and A axes of the spindle to move simultaneously.
The final result is an MRR of over 250 cc/minute.
The final result is an MRR over 250 cc/minute
Not on every machine – you need the right one!
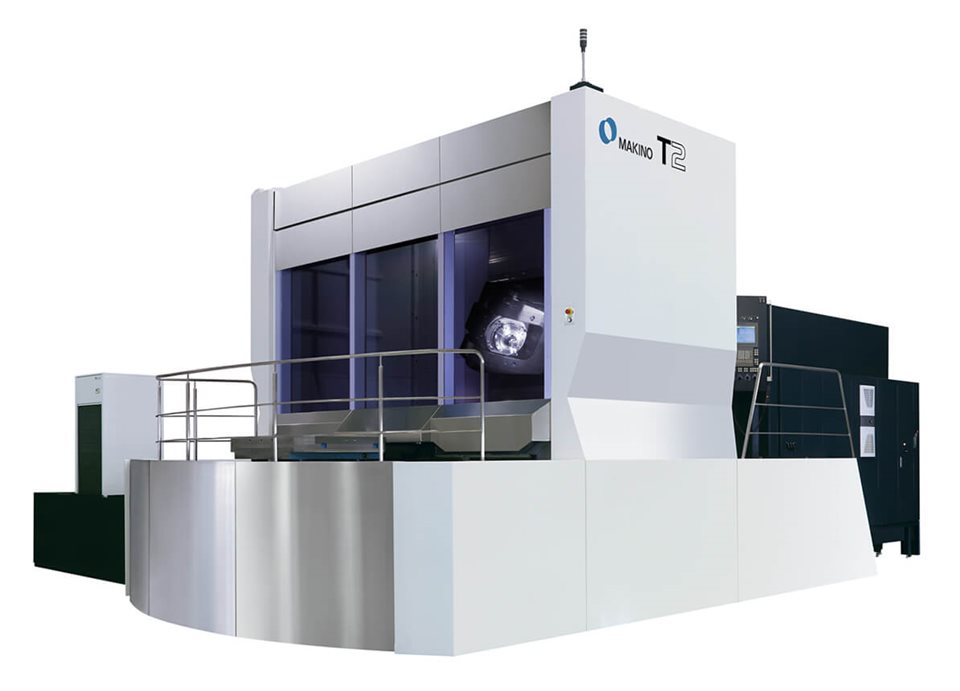
We have to be extremely careful with this type of machining. The load on the A axis and the spindle is extremely high. A machine that is not prepared for this sort of cutting may be damaged in the process. In our case, the best machine to make this kind of machining in titanium is the Makino T2.
The moving column structure and the ultra-heavy-load type table give this machine the rigidity needed for cutting torques of over 1,000 Nm. The spindle, which has a continuous rating of 1,000 Nm, can generate up to 1,500 Nm if required by the parts. This is especially useful when machining the hard spots appearing on titanium forgings and the increasing radius of old forging dies.
The active dampening system and the semi-floating system gives the machine the ability to damp the vibrations the system generates.
Last but not least, 70 bar, 200 litres/minute is the minimum flow needed when using long porcupines so as to feed coolant to all the cutting edges of the tool.